JIAOZUO ZHONGWEI SPECIAL PRODUCTS PHARMACEUTICAL CO.,LTD

Views: 0 Author: Site Editor Publish Time: 2026-06-06 Origin: Site
Yes, Copovidone is highly effective as a tablet binder. It performs exceptionally well in formulations requiring high plasticity and low moisture. The pharmaceutical industry shows a massive shift toward continuous manufacturing and direct compression. These modern processes demand robust excipients. We see an urgent need for materials reducing machine wear and preventing sudden batch failures. Traditional binders frequently struggle under severe mechanical stress. They often cause high friability or moisture instability during scale-up. You must find reliable alternatives protecting both process yields and final product quality. This article serves as a comprehensive technical evaluation guide. It helps formulation scientists and procurement teams decide whether substituting traditional binders makes structural and financial sense. We will explore the unique mechanical advantages of this versatile polymer. You will learn how to optimize it across various granulation methods. Finally, we will outline strategies to mitigate formulation risks and solve common manufacturing deficiencies.
Process Versatility: Exceptionally suited for direct compression and dry granulation (roller compaction) due to its unique plastic deformation properties.
Structural Integrity: Significantly reduces friability and prevents capping/lamination without compromising dissolution rates.
Moisture Control: Absorbs up to three times less water than standard homopolymer povidone, protecting moisture-sensitive APIs.
Regulatory Readiness: Generally Recognized as Safe (GRAS) with established pharmacopeial monographs, simplifying compliance.
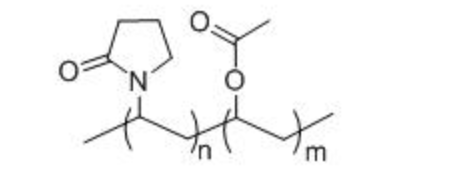
We define this polymer as a random copolymer of N-vinyl-2-pyrrolidone and vinyl acetate. Manufacturers typically synthesize it in a strict 60:40 mass ratio. This specific ratio delivers an optimal balance of hydrophilic and hydrophobic properties. The K-values generally fall between 45 and 70. This molecular weight range ensures robust binding capacity. It avoids excessive viscosity during wet granulation phases. Formulation scientists appreciate this predictable chemical structure. It provides lot-to-lot consistency during large-scale manufacturing operations.
The glass transition temperature (Tg) dictates how a polymer behaves under pressure. This copolymer features a relatively low Tg, approximately 105–108°C. This specific thermal profile offers a massive mechanical advantage. During the compression event, friction generates localized heat. The low Tg allows the polymer chains to become highly flexible. They undergo optimal plastic deformation. They flow around the active pharmaceutical ingredient (API) particles. This action creates maximum surface area contact. The resulting inter-particulate bridges become exceptionally strong.
Many traditional binders exhibit high elastic recovery after the punch leaves the die. They spring back. This phenomenon breaks the newly formed bonds inside the tablet. Copovidone lacks recovery stress entirely. It deforms plastically and stays deformed. Because it demonstrates zero recovery stress, it maintains tight inter-particulate bonds. These bonds persist over the entire shelf life of the tablet. You get structurally sound tablets directly off the press. They survive packaging, shipping, and handling without degrading.
Formulators often view this copolymer as a direct upgrade from traditional homopolymer povidone. We must objectively compare the two excipients. Homopolymer povidone absorbs significant ambient moisture. This moisture acts as a plasticizer, but it risks degrading sensitive APIs. The copolymer structure introduces vinyl acetate groups. These groups significantly reduce hygroscopicity. It absorbs up to three times less water. Furthermore, it offers superior elasticity. It becomes the preferred choice for environments where povidone introduces moisture risks or tablet brittleness.
Table 1: Povidone vs. Copovidone Physical Comparison | ||
Property | Standard Povidone (PVP) | Copovidone (PVP/VA) |
|---|---|---|
Chemistry | Homopolymer | Copolymer (60:40 ratio) |
Moisture Absorption | High (Highly hygroscopic) | Low (3x less than PVP) |
Plasticity | Moderate | Exceptionally High |
Recovery Stress | Noticeable | Zero |
Direct compression remains the most efficient manufacturing route. The binder acts purely as a dry adhesive. During compaction, it physically fuses different powder components. Formulators observe remarkably high tablet hardness. Machine operators simultaneously record lower ejection forces. This combination extends the lifespan of expensive press tooling. Spherical fine grades offer distinct physical advantages. They maximize surface area contact across the powder bed. They achieve this without severely compromising the overall flowability of the blend.
Roller compaction demands excipients capable of surviving double compression. The polymer facilitates multiple bridging across discrete particles. It endures the initial ribbon formation without losing its secondary binding potential. This mechanism yields noticeably denser ribbons. It dramatically reduces fine particle generation during the milling phase. Reduced fines lead to better powder flow. You achieve a highly consistent final compression phase. Content uniformity improves across the entire batch.
Some dense or poorly flowing APIs still mandate wet granulation. This polymer dissolves easily in both purified water and widely used organic solvents. It creates smooth, predictable binder solutions. During addition, it yields highly predictable granulation endpoints. Operators experience far less trouble with equipment fouling. Its low tackiness reduces adherence to tooling. It prevents aggressive sticking to granulator walls or die punches. You avoid the messy cleanups associated with traditional cellulose-based binders.
Chart 1: Granulation Method Suitability Summary | ||
Process Type | Primary Mechanism | Key Outcome |
|---|---|---|
Direct Compression | Dry plastic deformation under pressure | High tensile strength; lower ejection force |
Dry Granulation | Multiple bridging via double compaction | Denser ribbons; fewer generated fines |
Wet Granulation | Solvent-based adhesive bridging | Predictable endpoints; low tooling tackiness |
Tableting often faces severe physical failures at high machine speeds. Rotary presses execute compression in milliseconds. This rapid cycle leaves minimal dwell time for particles to bond. Weak bonds result in broken tablets. These defects lead to massive rejected batches. Yield loss destroys manufacturing margins. Finding a binder capable of functioning at maximum turret speeds remains a constant industry challenge.
Capping and lamination plague high-speed manufacturing. Capping occurs when the top of the tablet splits off. Lamination involves horizontal splitting into multiple layers. Both stem from trapped air and elastic recovery. This copolymer neutralizes the root causes of capping. Its superior plasticity absorbs the intense mechanical stress of high-speed presses. It traps less air. Because it does not spring back after the punch withdraws, the tablet stays intact. You eliminate structural splitting entirely.
Formulators constantly balance tablet strength against dissolution speed. Hard tablets often fail disintegration testing. Soft tablets break in the blister pack. Adjusting the binder concentration solves this dilemma. We typically use 5–10% in standard binding formulations. This specific range allows formulators to hit the exact target tensile strength. It creates strong matrices. However, it avoids creating a monolithic structure that drastically delays drug release. You achieve the perfect "sweet spot" safely.
Water degrades many critical active ingredients. Typical binders pull moisture from the environment into the tablet core. This action accelerates chemical degradation. The vinyl acetate portion of this copolymer alters the matrix physics. It acts as a mild moisture barrier within the compressed structure. It shields the active pharmaceutical ingredient from ambient humidity. This internal protection enhances the long-term stability of the drug. Shelf life extends predictably.
We must acknowledge specific dosage parameters. This binder proves highly effective at low concentrations for standard tableting. However, formulators sometimes use much higher loads. Concentrations reaching up to 50% appear in specific amorphous solid dispersions (ASDs). They also feature heavily in complex matrix systems. You must model these extreme loads carefully. Over-formulation poses real risks. Excessive binder can form viscous gel layers in the stomach. This drastically delays dissolution if not carefully mitigated.
Selecting the right particle size determines manufacturing success. Standard grades work well for wet granulation. However, "fine" grades are absolutely necessary for demanding dry binding applications. Fine particles ensure adequate surface area coverage around the API. This coverage maximizes bond strength. Despite these benefits, fine powders carry inherent risks. You must conduct flow testing. Fine grades can sometimes restrict powder hopper flow. They might cause bridging in the feed frame.
Never scale up a formulation without proper statistical modeling. We highly recommend running a Design of Experiments (DoE). A robust DoE maps complex internal interactions. You must follow specific validation steps:
Define Variables: Select API solubility, excipient ratio, and tableting speed as independent factors.
Set Limits: Establish the upper and lower bounds for the binder concentration (e.g., 4% to 12%).
Measure Responses: Track tablet tensile strength, friability percentage, and disintegration time.
Analyze Data: Use surface response plots to identify the precise formulation sweet spot before moving to pilot scale.
Regulatory friction slows down product launches. Copovidone minimizes this friction significantly. It enjoys universal global pharmacopeial acceptance. You will find established monographs in the USP/NF, Ph. Eur., and JP. Furthermore, it holds FDA GRAS (Generally Recognized as Safe) status. This comprehensive documentation streamlines compliance workflows. It proves invaluable for new drug applications (NDAs). It works equally well for generic equivalents (ANDAs). Regulatory teams rarely face pushback regarding its safety profile.
Theoretical benefits mean nothing without commercial proof. This excipient boasts a massive proven track record. Pharmaceutical giants use it daily in commercialized therapeutics. You find it inside complex modified-release antidepressants. It stabilizes moisture-sensitive insomnia medications. It binds high-dose cardiovascular tablets. This widespread adoption establishes a high baseline of trust. It proves the material scales perfectly from benchtop research to global commercial supply.
Procurement and formulation teams need clear decision-making logic. You should immediately shortlist and request samples of this polymer under specific conditions. Do this if your current formulation suffers from unacceptably high friability. Test it if your tablets exhibit capping under high compression force. Furthermore, evaluate it if your facility is transitioning from wet granulation to direct compression. This transition improves overall yield and removes costly drying phases. The upgrade frequently resolves stubborn physical defects.
Copovidone is not a universal replacement for every binder on the market. However, it operates as a highly specialized, reliable solution for demanding scenarios. It excels when you process moisture-sensitive APIs. It dominates in high-speed, dry-binding tableting processes. Its unique plastic deformation properties eliminate capping and lamination entirely. Its zero recovery stress guarantees long-term structural integrity. You secure better batch yields and higher tablet quality. We encourage formulation scientists and R&D teams to take immediate action. Request a technical data sheet (TDS) today. Review the MSDS to confirm safety parameters. Finally, order a specific sample grade and begin your bench-top compaction trials immediately.
A: At typical binder concentrations (5-10%), it rarely impedes dissolution. In fact, it can sometimes act as a dissolution enhancer due to its distinct hydrophilic nature. Only at extremely high concentrations in matrix systems might it form a gel layer that delays drug release.
A: Copovidone is often used synergistically with MCC. While MCC acts as an excellent diluent and binder, it sometimes causes capping under extremely high compression forces. Adding this copolymer compensates for that mechanical flaw, absorbing the stress and preventing the MCC matrix from splitting.
A: Yes. Due to its established FDA GRAS status and completely non-toxic profile, it is increasingly adopted in the nutraceutical space. Manufacturers frequently use it for direct-compression vitamin complexes and dense botanical extract tablets requiring strong binding power.